
文章圖片
文章圖片
本文由半導體產業縱橫(ID:ICVIEWS)編譯自semiengineering
最嚴峻的挑戰來自于硅通孔和微凸塊不斷縮小的尺寸和間距 。
高帶寬內存(HBM)作為人工智能(AI)的關鍵推動者 , 正站在多項技術發展的最前沿 , 但它也是最難制造的模塊之一 。 領先的HBM設備制造商和晶圓代工廠必須同時處理多層芯片堆疊、裸片翹曲以及從兩年縮短至僅一年的產品生命周期 。
但也許最嚴峻的挑戰來自于硅通孔(TSV)和微凸塊不斷縮小的尺寸和間距 , 其良率取決于每一代HBM缺陷的快速解決 。 缺陷數量隨著必須完美處理的數千個互連而激增 。 這些趨勢正將檢測工具推向其絕對極限 。
“小凸塊才是問題所在 , 而不是大凸塊 , ”Bruker X射線部門的全球應用和銷售經理Alex Tokar表示 。 “X射線成像可以檢測凸塊以及凸塊下金屬層的缺陷和不一致性 。 ”
HBM利用更多的數據路徑來實現所需的高帶寬 , 但其凸塊間距遠小于倒裝芯片封裝中的傳統球柵陣列 。 對于當前一代器件 , HBM3E的凸塊尺寸為30至20微米 , 但HBM4很可能縮小到10微米水平 。 “HBM是推動縮放的關鍵技術 。 對于HBM4 , 一些客戶正轉向僅10微米的凸塊高度 , ”Onto Innovation檢測產品營銷主管Damon Tsai表示 。
銅凸塊縮放的挑戰為了在單個晶圓的高度下堆疊16個芯片 , 每個晶圓背面必須被極度減薄 , 薄至20微米 。 生產中使用背面檢測技術來確保300mm晶圓的平坦度 。 與此同時 , 三家HBM芯片制造商——SK海力士、三星和美光——正在評估向混合鍵合的必然轉變 。
Tsai說:“我們認為所謂的‘混合-混合鍵合’是從微凸塊過渡到混合鍵合的一種可能方式 。 在這種方式中 , 兩個晶圓使用混合鍵合 , 獲得了更短互連和信號延遲的好處 , 而下一層則使用微凸塊 。 ”
Tsai指出 , 隨著晶圓變得更薄 , 翹曲正成為一個更大的問題 。 “HBM公司正開始考慮晶圓對晶圓鍵合 , 因為減薄后 , 晶圓級比裸片級更容易處理 。 ”
另一個對凸塊的良率、可靠性和性能產生負面影響的因素是凸塊高度不一致(即共面性差) , 這可能由電鍍不均勻和工藝可變性引起 。 同時 , 缺乏共面性會影響周圍區域 , 引發機械應力、互連疲勞或熱循環失效 。 制造過程中未被檢測到的潛在缺陷會導致接觸不良 , 從而降低信號完整性、功率傳輸和可靠性 。 這種未對準的結果會導致倒裝芯片鍵合過程中的開路和短路 。
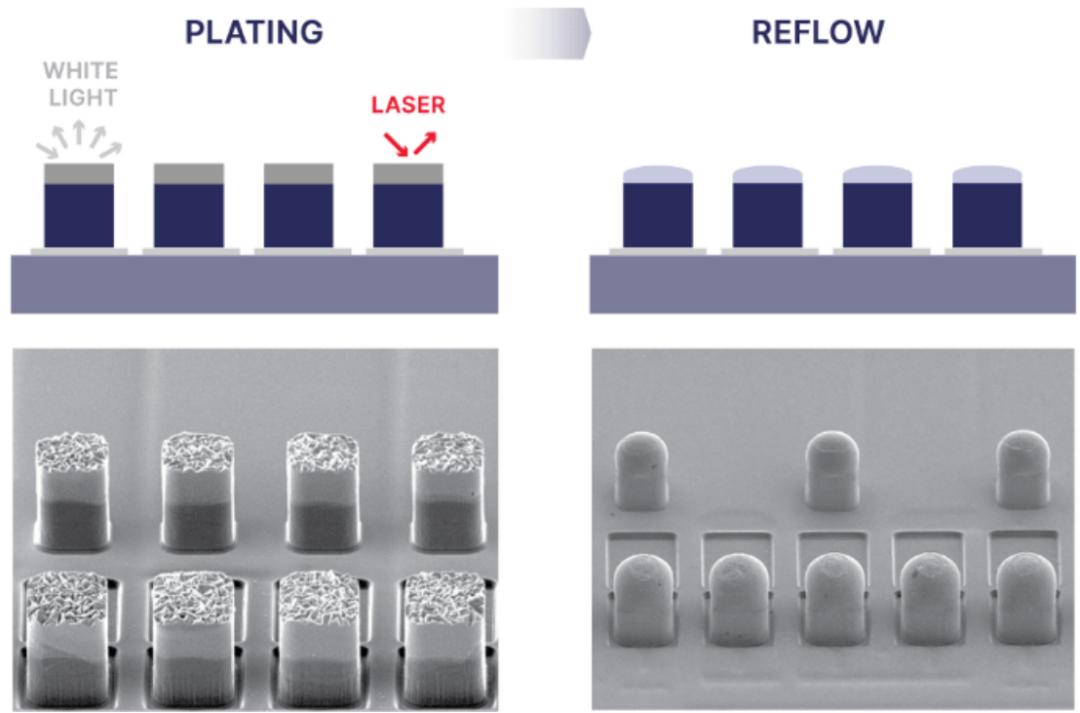
鑒于這些挑戰的廣泛性 , IC制造商通常專注于在電鍍步驟之后和回流焊步驟之前識別問題 。 在銅和錫帽電鍍后 , 共聚焦激光檢測優于白光檢測 , 因為粗糙金屬表面的反射會導致測量噪聲 。
使用不同角度的多個攝像頭有助于構建3D凸塊圖像 。 “在先進封裝領域 , 器件長期以來都是基于橫向的 , ”Nordson測試與測量的研發總監John Hoffman說 。 “現在 , 挑戰也是垂直的 。 因此 , 相關指標關乎通孔和凸塊的質量和尺寸 , 以及堆疊的執行情況 。 ”
Hoffman說:“當你進行堆疊時 , 共面性是一個關鍵要求 , 所以你真的需要嚴格控制平坦度 。 客戶在將一個器件堆疊在另一個之上時 , 需要不同的能力 。 因此 , 在他們開發工藝時 , 他們正在評估‘我是否必須測量每一個部件 , 查看翹曲并將它們映射在一起 , 還是我能足夠好地控制一切 , 使東西真的很平?’”
【HBM良率,如何提高?】此外 , 靈活性對于適應不同的開發階段和向大批量制造爬坡是必需的 。 “靈活的工具可以提供你部件的輪廓 , ”Hoffman說 。 “一些客戶希望匹配不同部件的曲率 , 以使裸片堆疊成功 。 ”
為什么HBM制造如此困難?近幾個月 , SK海力士、三星和美光都見證了HBM需求的飆升 。 這些模塊被放置在數據服務器中AI處理器或ASIC的“海岸線”上 。 由于物理海岸線空間有限 , HBM制造商必須堆疊多個DRAM——16層加一個邏輯基礎控制器 , 在HBM4中可能增長到20層 。JEDEC標準將HBM4中存儲模塊的總高度限制在775微米 , 大約相當于一片原生硅晶圓的厚度 。 TSV和銅微凸塊將這些器件垂直互連到底部專門構建的中介層 , 這使其實現的帶寬遠遠超過DDR4和GDDR5等內存 。
微凸塊在HBM結構中扮演著關鍵角色 , 充當裸片之間以及裸片與中介層或基板之間的互連 。 這些凸塊需要高度一致、對準良好且無缺陷 。 微凸塊還有助于在多裸片堆疊中散熱 , 因此 , 組裝更密集、更小的凸塊也能改善HBM模塊的散熱 。
為了在競爭激烈的HBM市場達到可接受的良率 , 芯片制造商正在優化3D檢測方法 , 以照亮關鍵的凸塊缺陷 , 如空洞、焊盤未對準和焊料擠出 。 使用激光三角測量法的自動光學檢測可以提供凸塊高度和共面性測量 , 而X射線檢測工具非常適合測量隱藏的凸塊特性 。 同樣 , 聲學檢測工具也正在被積極改進 , 以識別金屬互連中的任何空洞 , 這是微凸塊、重新分布層和其他互連中一個日益嚴重的問題 。
這類缺陷可能發生在連接堆疊芯片的數千個銅微凸塊中的任何地方 , 在批量回流焊或熱壓鍵合步驟之后 , 它們變得更難檢測 。 三星和美光都使用帶非導電薄膜的熱壓鍵合來鍵合其微凸塊 , 而SK海力士則采用批量回流焊模制底部填充的方法 。
批量回流焊是技術最成熟且成本最低的焊料流動選項 。 通常 , 只要可能 , 就會使用批量回流焊 。 熱壓鍵合和反向激光輔助鍵合都是對傳統批量回流焊的工藝增強 , 可以更好地管理裸片之間和封裝內部的翹曲 。 由于熱壓鍵合使用高壓和高溫 , 其在可擴展性上可能不如批量回流焊模制底部填充方法 。
對于HBM而言 , 在可接受的時間范圍內表征和消除缺陷 , 需要只有結合人類專業知識和AI數據處理才能實現的匯總分析能力 。 再加上混合鍵合和微凸塊之間的關鍵選擇 , HBM確實是在制造高良率電氣連接的可能性的邊緣上運作 。
隨著混合鍵合被用于焊盤互連 , 互連密度加劇 , 整個晶圓的容錯空間更小 , 并且在銅-銅鍵合焊盤界面檢測顆粒或微空洞的挑戰也更大 。 未被檢測到的空洞會導致電氣開路 , 導致良率損失 , 在極端情況下 , 還會導致晶圓破損 。
Onto Innovation的Tsai表示:“目前的聲學技術僅限于10微米以上的空洞尺寸敏感度 , 并且需要水浸 , 這增加了鍵合晶圓污染、分層和腐蝕的風險 。 ”該公司正在一個客戶現場測試一種無需浸沒的光聲解決方案 , 旨在檢測更小的空洞 , 同時避免與水浸相關的風險 。
凸塊技術的成本低于混合鍵合 , 但這前提是在凸塊尺寸縮小到20微米以下時仍能保持良率水平 。 微凸塊面臨間距限制 , 尤其是在10微米以下 , 這是由于電鍍均勻性和焊料回流焊可變性方面的挑戰 。
從銅柱凸塊制造向混合鍵合的過渡 , 取決于凸塊隨縮放而來的限制 , 以及前端晶圓對晶圓鍵合的實施難易程度 。 “因為一些內存制造商也擁有前端能力 , 所以實施晶圓對晶圓鍵合對他們來說并不像對其他公司那么困難 , ”Tsai補充道 。
AI:理解檢測數據微凸塊會遭受各種類型的缺陷 , 包括焊料頸縮、枕頭效應和部分裂紋 。 枕頭效應是一種潛在缺陷 , 其中一個焊球似乎陷入了下面的另一個焊球中 , 就像頭枕在枕頭上一樣 。 一旦受到熱應力或機械應力 , 就可能發生潤濕不良故障 。
X射線成像在識別由晶圓傾斜引起的凸塊未對準所導致的枕頭效應等邊緣故障方面 , 可以發揮重要作用 。
在早期檢測步驟中捕捉到這些邊緣缺陷至關重要 。 這種電氣連接通常會通過測試 , 但可能表現為高電阻連接 。 在流程后期 , 或者當HBM已在現場使用時 , 機械或熱應力的引入可能導致完全失效——即開路、潤濕不良 。 實現實時缺陷分析并向工藝設備反饋以進行統計過程控制 , 可有效縮短這些良率損失評估的周期 。
無論微凸塊缺陷是使用光學、激光、X射線還是聲學檢測收集的 , 匯總來自3D凸塊組件的海量數據都可以從AI處理中顯著受益 , AI可以提高自動化3D缺陷檢測方法的速度和準確性 。 根據客戶的不同 , 測量供應商通常會與客戶合作 , 協助進行檢測/測量數據分析 。
“這成了一個大問題 , ”Nordson的Hoffman說 。 “‘我們如何將數據注入他們的工廠自動化系統?還是作為獨立功能更好?’我們支持各種不同的用例 。 ”
將AI用于測量數據分析的一個重要部分是開發一種多視角方法 , 以提高缺陷檢測的穩健性 。 例如 , A*STAR的研究員Richard Chang及其同事最近展示了3D X射線掃描數據如何與卷積神經網絡和視覺Transformer相結合 , 提高了檢測精度 , 并在幾分鐘內對數百個微凸塊提供了綜合報告 。
研究人員應用了深度學習和大型語言模型 , 以實現更高的缺陷檢測精度 , 同時分配更少的標簽 。 作者們表示:“我們檢測由多個組件組成的單個HBM , 并為掃描的芯片提供完整報告 , 提供3D測量信息、缺陷詳情以及可能的缺陷根本原因分析 。 ”該方法側重于四個特征:鍵合線厚度、焊料空洞比、焊盤未對準和焊料擠出 , 同時也測量銅柱的寬度和高度 。
A*STAR的分割方法基于橫截面視圖、矢狀面視圖和凸塊陣列的3D匯總視圖 , 從凸塊的四個區域——銅柱、銅焊盤、空洞和焊料——中識別缺陷 。 然后 , 生成式AI報告會突出潛在的失效模式并建議糾正措施 。 該方法還根據歷史和實時數據對關鍵缺陷進行優先排序 。
GenAI的一個關鍵作用在于根據查詢快速創建報告 。 這使得能夠對導致故障的工具或工藝進行根本原因分析 。 作者們總結道:“然后 , 我們提出了一個全自動系統 , 只需點擊一下 , 就能在5分鐘內提供包含400多個凸塊的整個3D掃描的綜合報告 。 ”
在單個工具層面 , AI可以幫助的另一個領域是將測量噪聲與所需圖像分離 , 這是堆疊芯片中各種薄膜界面導致的結果 。 在X射線檢測中 , 對成像過程進行微調可以減少噪聲并優化圖像清晰度 。 這可能涉及調整能量設置、功率水平或曝光時間 。
X射線劑量的控制尤其關鍵 , 因為X射線可能會損壞敏感器件 , 這是存儲芯片的首要擔憂 。 畢竟 , 這種損壞會降低器件性能和可靠性 。
結論隨著向HBM4的過渡 , 芯片制造商正面臨多重挑戰 , 涉及將銅微凸塊縮放到10微米尺寸、決定何時以及如何從微凸塊遷移到混合鍵合 , 以及選擇最佳方法來分析來自自動檢測方法的海量數據 。微凸塊會遭受各種類型的缺陷 , 包括焊盤未對準、焊料頸縮、枕頭效應和部分裂紋 。 檢測和控制裸片之間以及裸片到基板之間的數千個凸塊的巨大挑戰 , 在于在合理的時間范圍內分析數千張圖像 。 焊料擠出和空洞等缺陷需要追溯到其源頭 , 以便在制造過程中迅速預防 。
A*STAR的研究人員提出了以下補救措施:
·焊料擠出缺陷是由于焊膏施加過多、回流焊溫度曲線不當或阻焊層覆蓋不足造成的 。 制造商應優化焊膏體積控制 , 調整回流焊溫度曲線 , 并確保適當的阻焊層覆蓋 。
·焊盤未對準缺陷是由于裸片貼裝過程中的對準不當、PCB翹曲或模板設計不準確引起的 。 制造商應實施高精度貼裝技術 , 確保組裝過程中PCB的平坦度 , 并使用精確的模板對準以實現一致的焊料沉積 。
隨著HBM供應商接近向HBM4過渡 , 建立一個分析框架和檢測方法學 , 以檢測從開發到大批量制造過程中的各種凸塊缺陷和缺陷模式 , 將是生產高良率模塊的關鍵 。
*聲明:本文系原作者創作 。 文章內容系其個人觀點 , 我方轉載僅為分享與討論 , 不代表我方贊成或認同 , 如有異議 , 請聯系后臺 。
想要獲取半導體產業的前沿洞見、技術速遞、趨勢解析 , 關注我們!
推薦閱讀











- AI驅動存儲市場“狂飆”,國內廠商如何破局謀劃未來?
- AI效率陷阱:黑暗啟蒙如何重塑現實
- 所聽即所譯,訊飛翻譯APP如何重塑實時翻譯體驗?
- 透明顯示5年將爆發式增長至7.01億美元 洲明科技LED全息透明屏如何搶位?
- 破壁外交場,一款中國AR眼鏡如何贏得聯合國青睞?
- AI重構雙11:淘寶如何為商家打開增長新通路?
- 從\互聯\到\智聯\:榮耀MagicOS 10如何用\自進化\重構人機關系?
- 對話Arm終端副總裁:Lumex CSS如何引領端側AI計算革新?
- 決戰雙11:如何為你的購物車添置一臺“完美”打印機
- Gartner的AI存儲大考,華為如何交出“最高分答卷”?